
バレル研磨によるバリ取り|方式選定と仕上がり事例
「バリ取り工程に人手がかかりすぎている」「仕上がりにバラつきがある」――製造現場でこうした声は少なくありません。切削・プレス・鋳造・焼結など、あらゆる金属加工でバリは必ず発生します。手作業によるバリ取りは品質のバラつきや人件費の増大を招き、量産工程のボトルネックになりがちです。
バレル研磨は、メディア(研磨材)とワーク(加工対象物)を一緒に動かすことで、数百〜数千個のバリを一括除去できる自動化技術です。手作業と比べてコストを30〜70%削減でき、仕上がりの均一性も飛躍的に向上します。
当社は創業以来50年以上にわたり、さまざまな業界のバリ取り課題を解決してきました。本コラムでは、バリの種類ごとの最適方式、5つのバレル研磨方式の比較、そして実際の加工事例をご紹介します。
バレル研磨に関するご質問・ご相談はお問い合わせフォームからお気軽にどうぞ。
バリ取りにバレル研磨が選ばれる理由

バリ取り方法には、手作業(やすり・砥石・ブラシ)、ショットブラスト、化学研磨など多くの選択肢があります。そのなかでバレル研磨が選ばれる理由は、大きく4つに整理できます。
1. 手作業の10〜50倍の処理能力
バレル研磨は一度の加工で数百〜数千個のワークを同時処理できます。手作業では1個あたり数分かかるバリ取りが、バレル研磨なら1個あたり数秒の換算コストで完了します。
2. 均一な仕上がりと高い再現性
作業者の技量に左右されず、ロットごとの品質差がほとんどありません。量産品の品質管理において、この再現性は大きなメリットです。
3. 30〜70%のコスト削減実績
人件費・工数の大幅削減に加え、不良率の低下も期待できます。加工条件を一度確立すれば、安定したコストで量産を継続できます。
4. バリ取りと表面仕上げの同時処理
バリ除去だけでなく、R付け(角の丸め)、面粗さ改善、光沢出しまで一工程で対応可能です。後工程の省略によるリードタイム短縮にもつながります。
バレル研磨のメリット・デメリットについてより詳しく知りたい方は、バレル研磨のメリット・デメリット徹底解説をご覧ください。バレル研磨の基本的なしくみについてはバレル研磨とはのページで解説しています。
バリの種類とバレル研磨の対応力

バリは発生原因によって形状・硬さ・大きさが異なり、最適な除去方法も変わります。ここでは代表的な4種類のバリと、それぞれに適したバレル研磨方式を解説します。
機械加工バリ(切削・フライス)
エンドミルやドリルによる切削加工で発生するバリです。比較的薄く鋭利で、工具の送り方向に沿って生じます。大きさは0.05〜0.5mm程度のものが多く、振動バレルや遠心バレルで効率よく除去できます。
プレスバリ(打抜き・曲げ)
プレス打抜きや曲げ加工の際、金型のクリアランス部分にせん断力で押し出されるバリです。板厚の10〜30%程度の高さになることもあり、振動バレルでの処理が一般的です。硬い素材の場合は遠心バレルの強い加工力が有効です。
鋳造・ダイカストバリ
金型の合わせ面(パーティングライン)に沿って発生するバリです。厚みがあり不規則な形状になりやすいため、加工力の大きい振動バレルまたは遠心バレルが適しています。ゲート(湯口)の残りが大きい場合は、事前にトリミングしてからバレル処理を行います。
焼結金属バリ
粉末冶金(焼結)工程で発生するバリは、素材が多孔質(ポーラス)であるため脆く、過度な力をかけるとエッジが崩れるリスクがあります。遠心バレルの短時間処理や、磁気バレルによる精密処理が有効です。焼結部品の表面仕上げは、課題解決事例一覧でも多数ご紹介しています。
バリ種類別の推奨方式一覧
| バリの種類 | 発生源 | 推奨方式 | 推奨メディア | 処理時間目安 |
|---|---|---|---|---|
| 機械加工バリ | 切削・フライス | 振動 / 遠心 | セラミック・樹脂 | 30〜90分 |
| プレスバリ | 打抜き・曲げ | 振動 / 遠心 | セラミック | 30〜120分 |
| 鋳造・ダイカストバリ | 金型合わせ面 | 振動 / 遠心 | セラミック(粗目) | 60〜180分 |
| 焼結金属バリ | 粉末冶金 | 遠心 / 磁気 | 樹脂・ステンレスピン | 10〜30分 |
メディアの選び方について詳しくは研磨メディア選定ガイドをご参照ください。
方式別のバリ取り能力比較
バレル研磨には主に5つの方式があり、それぞれバリ取り能力・処理時間・対応サイズが異なります。バリ取り用途に特化した視点で各方式を比較します。各方式の基本原理についてはバレル研磨の種類のページもあわせてご確認ください。
回転バレル ― 軽度バリ・光沢仕上げ兼用
六角形や八角形のドラムをゆっくり回転させる最も基本的な方式です。加工力は穏やかで、軽度のバリ取りと光沢仕上げを同時に行えます。処理時間は2〜8時間と長めですが、設備コストが低く、少量多品種のバリ取りに適しています。
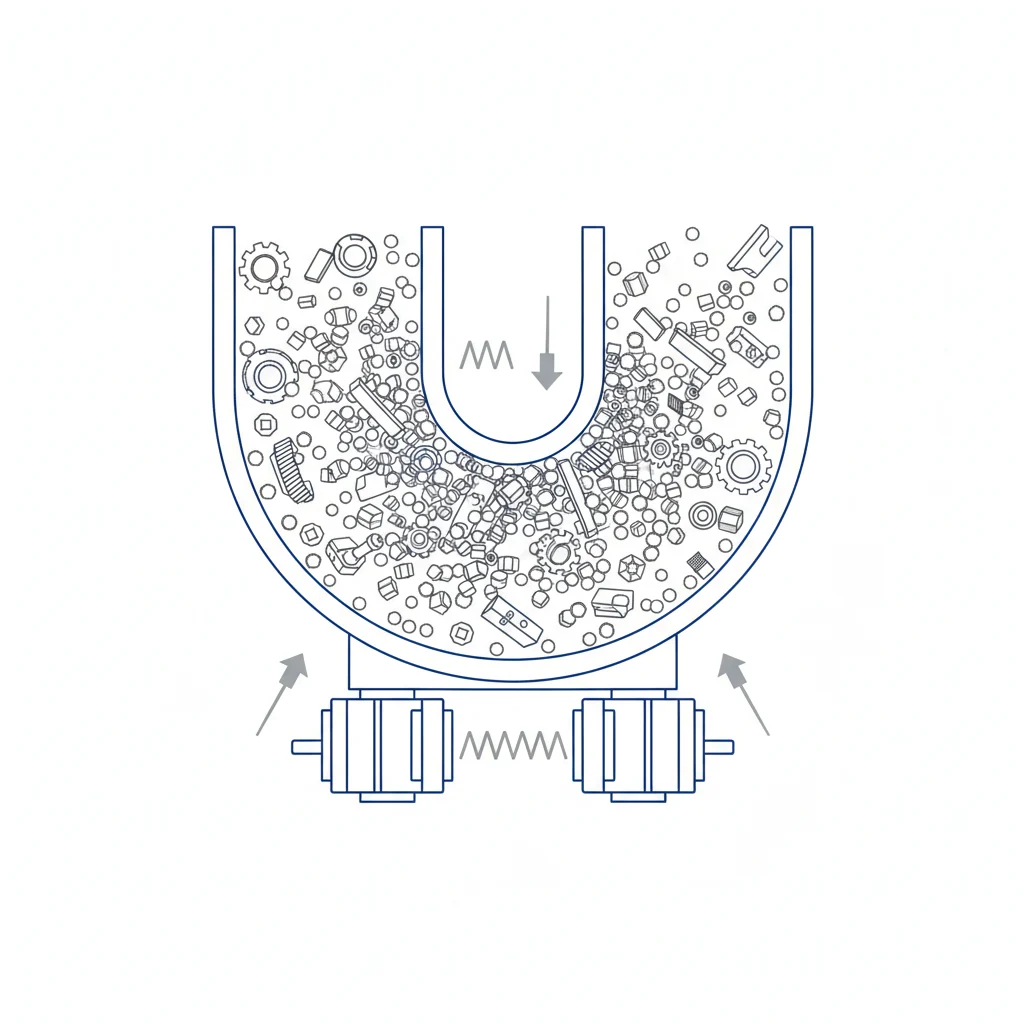
振動バレル ― 中〜大物・量産ライン向け
容器全体を振動させてメディアとワークに三次元の流動運動を与える方式です。中〜大型の部品にも対応でき、量産ラインへの組み込みが容易です。バリ取り能力は中〜高で、プレス品や切削部品のバリ取り・R付けに広く使われています。処理時間は30分〜3時間程度です。
遠心バレル ― 短時間・精密バリ取り
遠心力(4〜10G)を利用した高エネルギー方式です。通常のバレル研磨の10〜20倍の加工力があり、10〜30分という短時間で処理が完了します。焼結部品や精密部品のバリ取りに特に有効で、仕上がり面の均一性にも優れています。
流動バレル ― 打痕ゼロの精密仕上げ
ワークを治具に固定し、メディア層の中で高速回転させる方式です。部品同士が衝突しないため打痕(だこん)が発生しません。意匠面や高付加価値部品のバリ取り・仕上げに最適です。治具製作が必要なため、量産品での採用が中心となります。
磁気バレル ― 微細穴・複雑形状の内部バリ
磁場でステンレスピン(直径0.3〜0.7mm)を高速運動させる方式です。通常のメディアでは届かない微細穴や溝の内部バリまで確実に除去できます。処理時間は5〜30分と短く、医療機器や電子部品など精密分野での需要が増えています。
方式別バリ取り能力比較表
| 方式 | バリ取り能力 | 処理時間 | 対応サイズ | コスト感 | 最適用途 |
|---|---|---|---|---|---|
| 回転バレル | 低 | 2〜8時間 | 小物中心 | 低 | 軽度バリ+光沢仕上げ |
| 振動バレル | 中〜高 | 30分〜3時間 | 小〜大物 | 中 | 量産バリ取り・R付け |
| 遠心バレル | 非常に高い | 10〜30分 | 小〜中物 | 中〜高 | 精密バリ取り・短時間処理 |
| 流動バレル | 高 | 15分〜2時間 | 小〜中物 | 高 | 打痕ゼロ・意匠面仕上げ |
| 磁気バレル | 中(微細特化) | 5〜30分 | 小物・微細品 | 中 | 内部バリ・微細穴 |
5方式のより詳しい比較はバレル研磨5方式の特徴と選び方にまとめています。当社が保有する設備の詳細は設備情報一覧でご確認いただけます。
バリ取り事例紹介

ここでは、当社が実際に対応したバリ取り加工の事例を3件ご紹介します。いずれも手作業からバレル研磨に切り替えることで、大幅なコスト削減と品質向上を実現しました。
事例1 ― 焼結スプロケットのバリ取り(遠心バレル)
粉末冶金で製造されたスプロケット(歯車部品)のバリ取り事例です。焼結体は多孔質で脆いため、手作業では力加減が難しく、エッジ欠けの不良が発生していました。
- 方式:遠心バレル
- メディア:樹脂メディア(穏やかな切削力)
- 処理時間:15分/バッチ(50個同時処理)
- 成果:手作業比で60%のコスト削減、エッジ欠け不良ゼロを達成
遠心力による均一な加工力が焼結体のバリ取りに適しており、寸法変化も±0.01mm以内に収まりました。
事例2 ― プレス部品のバリ取り(振動バレル)
自動車向けプレス打抜き部品で、月産5,000個のバリ取り工程を自動化した事例です。従来は作業者3名で手作業処理していましたが、振動バレルの導入により大幅な省人化を実現しました。
- 方式:振動バレル
- メディア:セラミックメディア(三角錐型)
- 処理時間:60分/バッチ(200個同時処理)
- 成果:作業者3名→0.5名(段取り・検査のみ)、月間工数を85%削減
R付け(0.1〜0.3mm)も同時に行えるため、後工程での引っかき傷クレームもなくなりました。
事例3 ― 精密部品の微細バリ除去(磁気バレル)
医療機器向けステンレス精密部品で、直径0.5mmの交差穴内部にバリが残る課題がありました。従来の手作業では穴内部に工具が届かず、完全除去が困難でした。
- 方式:磁気バレル
- メディア:ステンレスピン(直径0.5mm×長さ5mm)
- 処理時間:20分
- 成果:穴内部バリを完全除去、検査合格率が78%→99.5%に向上
磁気ピンが穴内部に入り込み、通常のメディアでは到達できない部位のバリを確実に除去しました。
手作業バリ取りからバレル研磨への切り替えフロー
バレル研磨の導入は、以下の3ステップで進めるのが一般的です。テスト加工から量産移行まで、最短2〜3週間で対応可能です。
Step 1:現状の工数・コストを把握
まずは現在のバリ取り工程にかかっている工数・人件費・不良率を整理します。「1個あたり何分・何円かかっているか」を数値化することで、バレル研磨への切り替え効果を正確に試算できます。
Step 2:テスト加工で仕上がり確認
実際のワークをお送りいただき、最適な方式・メディア・加工条件でテスト加工を行います。仕上がり品質・寸法変化・処理時間を確認し、量産適用の可否を判断します。テスト加工は無料で承っています。
Step 3:条件決定・量産移行
テスト結果に基づき、量産条件(メディア種類・比率・回転数・時間・コンパウンド濃度)を確定します。初回ロットで最終検証を行い、安定した品質を確認したうえで量産体制に移行します。
取引開始から納品までの詳しい流れは取引の流れのページでご確認いただけます。
よくあるご質問
すべてのバリをバレル研磨で除去できますか?
多くのバリはバレル研磨で除去可能ですが、厚さ1mm以上の大きなバリや、深い溝の奥にあるバリは事前のトリミングが必要な場合があります。まずはワークをお送りいただければ、対応可否を無料で診断いたします。
バリ取りと同時にR付けもできますか?
はい、可能です。バレル研磨ではバリ除去と同時にエッジのR付け(角の丸め)を行えます。R値は0.05〜0.5mm程度の範囲でメディアの種類や加工時間により調整できます。図面にR指定がある場合もご相談ください。
バリ取り後の寸法変化はどの程度ですか?
一般的なバリ取り加工での寸法変化は±0.01〜0.05mm程度です。遠心バレルや磁気バレルでは加工条件を精密に制御できるため、寸法精度が厳しい部品にも対応可能です。テスト加工で事前に寸法変化量を確認できます。
試作1個からテストできますか?
はい、1個からテスト加工を承っています。テスト費用は無料です。ワークの現物または図面をお送りいただければ、最適条件でのテスト加工と結果レポートをお届けします。
納期はどのくらいですか?
テスト加工は通常1〜2週間、量産加工は数量・条件により異なりますが最短3営業日から対応しています。短納期のご要望にも可能な限りお応えしますので、お急ぎの場合はお電話(03-3617-1128)でご相談ください。
まとめ ― バリ取りの課題はバレル研磨で解決
バリ取りは製造工程において避けられない作業ですが、手作業に頼り続ける限り、工数・コスト・品質のバラつきという課題はなくなりません。バレル研磨を導入することで、以下のメリットを一度に得ることができます。
- 手作業比で30〜70%のコスト削減
- 数百〜数千個の一括処理による圧倒的な処理能力
- ロット間のバラつきを排除した均一な品質
- バリ取り・R付け・面粗さ改善の同時処理
バリの種類や部品形状に合わせて5つの方式を使い分けることで、ほぼすべてのバリ取り課題に対応可能です。当社は50年の実績と5方式すべての設備を備え、最適な加工条件のご提案からテスト加工、量産対応まで一貫してサポートいたします。
著者プロフィール
株式会社早川研磨工業|技術部
1973年創業。東京都墨田区を拠点に、回転・振動・遠心・流動・磁気の全5方式のバレル研磨設備を保有。自動車・医療機器・電子部品・焼結金属など幅広い業界のバリ取り・表面仕上げに対応しています。年間加工実績は延べ数百万個以上。お客様の「困った」を解決する最適な研磨条件のご提案を強みとしています。








