
バレル研磨メディア(研磨石)の種類と選び方
バレル研磨の仕上がり品質を左右する最大の要因は、メディア(研磨石)の選定です。「セラミックとプラスチック、どちらを使うべきか」「形状は三角と円錐のどちらが適切か」――こうした疑問は、製造現場で頻繁に寄せられます。
メディアには大きく4つの材質分類があり、さらに5種類以上の形状が存在します。材質と形状の組み合わせによって研削力・仕上がり・コストが大きく変わるため、最適解はワークごとに異なります。
本コラムでは、50年以上のバレル研磨加工実績をもとに、メディアの分類・特性・選定フローを体系的に解説します。初めてメディアを選ぶ方から、現行条件の見直しを検討している方まで、実務に直結するノウハウをお届けします。
バレル研磨に関するご質問・ご相談はお問い合わせフォームからお気軽にどうぞ。
バレル研磨メディアとは

メディアとは、バレル研磨で使用する研磨石・研磨材の総称です。ワーク(加工対象物)と一緒にバレル槽へ投入し、槽の回転や振動によってワーク表面と接触させることで、バリ取り・面粗さ改善・光沢付与などの加工を行います。
バレル研磨の基本原理については「バレル研磨とは」のページで詳しく解説しています。
メディア選定が仕上がり品質の8割を決めるともいわれており、加工条件の設計において最も重要な要素です。同じワークでもメディアを変えるだけで、表面粗さがRa0.8からRa0.2まで改善した事例もあります。材質・形状・サイズの3要素を正しく選ぶことが、高品質な仕上げへの第一歩となります。
メディアの材質による4分類

メディアは材質によって大きく4つに分類されます。それぞれ硬度・比重・研削力が異なり、対象ワークや仕上がり目標によって使い分けます。
セラミックメディア
最も広く使用されているメディアです。アルミナ(酸化アルミニウム)、ジルコニア、シリコンカーバイドなどの原料を焼結して製造されます。硬度が高く研削力に優れるため、鉄鋼・ステンレス(SUS)・焼結金属など硬質素材のバリ取りに最適です。
比重は2.2〜3.5程度と重く、自重による押し付け力がワークに効率よく伝わります。そのため、重量のある部品や厚いバリの除去にも十分な加工力を発揮します。仕上がりは粗仕上げから中仕上げの範囲が得意領域で、バリ取り・エッジR付け・スケール除去などの用途に幅広く対応します。
コンパウンド(研磨補助剤)との組み合わせにより、さらに細かい仕上げも可能です。消耗速度は月あたり5〜10%程度と比較的長寿命で、ランニングコストを抑えやすい特長があります。
プラスチックメディア
ポリエステル樹脂・ユリア樹脂・メラミン樹脂などを母材とし、研磨砥粒を混合して成形したメディアです。セラミックに比べて硬度が低く、比重も1.3〜1.8と軽量なため、ワーク表面への攻撃性が穏やかです。
アルミニウム・銅・真鍮など軟質金属の加工に特に適しており、打痕や深いスクラッチを抑えながらバリ取り・面粗さ改善が可能です。樹脂部品やダイカスト製品の仕上げにも多く採用されています。
仕上がりは中仕上げから光沢仕上げの範囲をカバーし、砥粒の粒度を変えることで研削力の調整ができます。消耗速度はセラミックより早く、月あたり10〜15%程度です。課題解決事例のページでは、プラスチックメディアへの変更で不良率を改善した事例もご紹介しています。
天然素材メディア(乾式用)
くるみ殻(ウォールナットシェル)、トウモロコシ穂軸(コーンコブ)、木片チップなどの天然素材を加工したメディアです。乾式バレル(水を使わない方式)専用で、研磨コンパウンドを染み込ませて使用します。
主な用途は光沢出し・バニシング(表面を押し均す加工)・防錆処理で、湿式研磨後の最終仕上げ工程として使用されることが一般的です。研削力はほぼなく、表面を磨き上げる仕上げ専用のメディアと位置づけられます。
環境負荷が低く廃棄しやすい点もメリットです。ただし吸湿性があるため、保管時の湿度管理が必要です。
金属メディア(スチールメディア)
ステンレスボール・スチールピン・亜鉛カットワイヤーなど、金属製のメディアです。代表的なものは磁気バレルで使用するステンレスピン(直径0.3〜1.0mm程度)で、磁場によって高速回転しながらワーク表面を叩くように研磨します。
最大の特長はバニシング効果です。金属メディアがワーク表面を圧縮加工することで、表面硬化と高光沢を同時に付与します。鏡面に近い仕上がりが得られるため、ジュエリー・医療機器・精密部品の最終仕上げに多く採用されています。
消耗が極めて少なく(年単位で使用可能)、長期的なコストパフォーマンスに優れます。バレル研磨の種類のページでは、磁気バレルの詳しい原理を解説しています。
【比較表】4分類の特性比較
| 材質 | 硬度 | 比重 | 研削力 | 対応素材 | 仕上がり | コスト目安 |
|---|---|---|---|---|---|---|
| セラミック | 高 | 2.2〜3.5 | 強 | 鉄鋼・SUS・焼結金属 | 粗〜中仕上げ | 中 |
| プラスチック | 低〜中 | 1.3〜1.8 | 中 | アルミ・銅・真鍮・樹脂 | 中〜光沢仕上げ | 中〜高 |
| 天然素材 | 極低 | 0.5〜1.0 | 極弱 | 全素材(最終仕上げ) | 光沢〜最終仕上げ | 低 |
| 金属 | 高 | 4.0〜8.0 | 中(バニシング主体) | 全金属素材 | 鏡面に近い高光沢 | 初期高・長寿命 |
メディアの形状と選び方
メディアの材質を決めたら、次は形状の選定です。形状はワークへの当たり方を左右し、加工品質と効率に直結します。
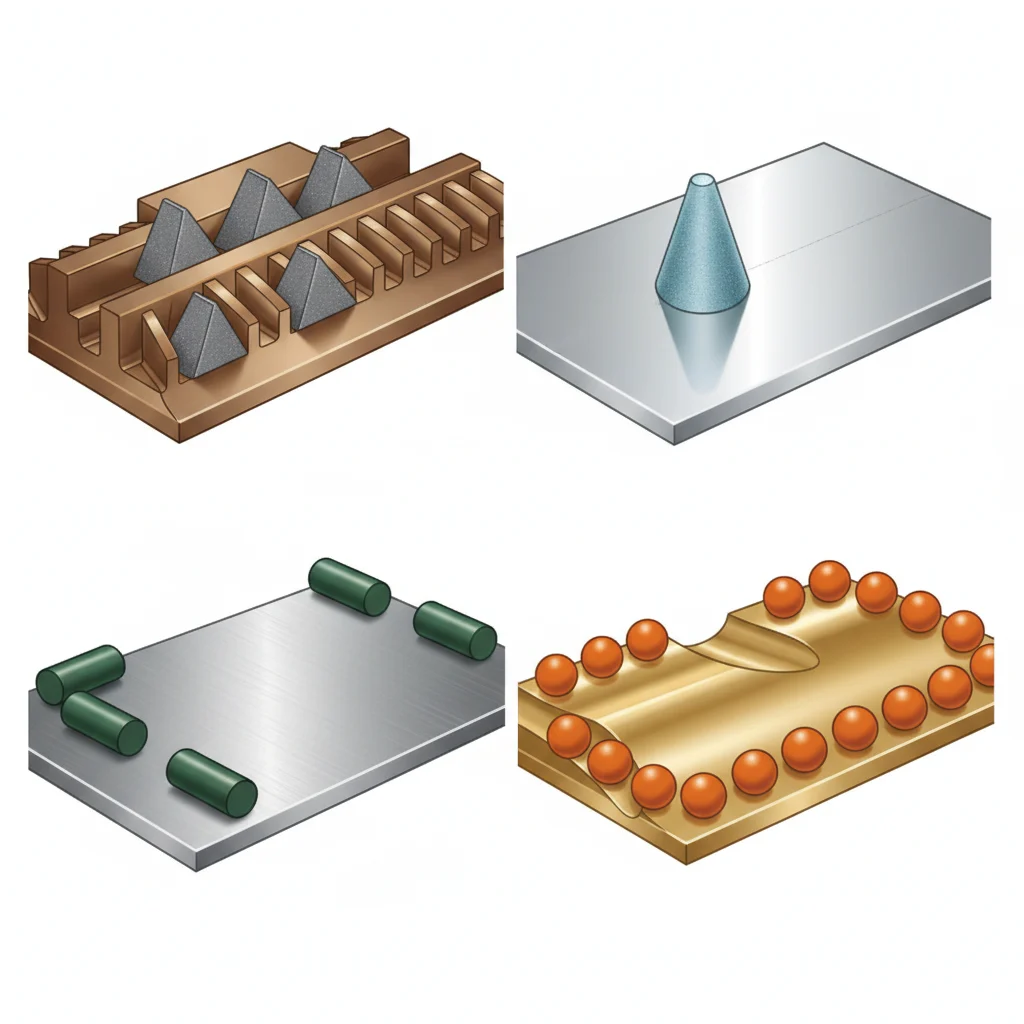
三角(トライアングル)
最も汎用性の高い形状です。3つの面と3つのエッジがバランスよくワークに当たるため、平面・角部・エッジを均等に研磨できます。形状に迷った場合、まず三角形から試すのが定石です。サイズのバリエーションも豊富で、10mm〜50mm程度まで幅広く揃っています。
円錐(コーン)
先端が細く尖った形状で、穴や凹部に入り込みやすい特長があります。複雑な形状のワークや、内径部のバリ取りに適しています。三角メディアでは届かない部分がある場合に有効です。
円柱(シリンダー)
長穴やスリットに対応しやすい形状です。ワーク表面との接触面積が大きく、均一な面当たりが得られるため、平面の面粗さ改善にも効果的です。直径と長さの比率によって特性が変わり、細長いタイプは狭い隙間への到達性に優れます。
球(ボール)
主に磁気バレルのステンレスピンや、バニシング用のスチールボールとして使用されます。R部(丸み部分)や溝に入り込みやすく、曲面の仕上げに適しています。転がりながら加工するため、均一な光沢が得られる点が特長です。
不定形(クラッシュ)
焼結体を粉砕したままの不規則な形状です。成形コストがかからないため、最も低コストなメディアです。粗仕上げやスケール除去など、表面品質への要求が比較的低い工程に適しています。サイズにばらつきがあるため、精密な仕上げには不向きです。
【形状選定表】ワーク形状×加工目的別の推奨メディア形状
| ワーク形状 | 加工目的 | 推奨形状 | 理由 |
|---|---|---|---|
| 平板・ブロック | バリ取り・R付け | 三角 | 面とエッジに均等に接触 |
| 穴あり・凹部あり | 内径バリ取り | 円錐 | 先端が穴に入り込む |
| 長穴・スリット | 内面仕上げ | 円柱 | 狭い隙間に到達可能 |
| 曲面・R部 | 光沢・バニシング | 球 | 曲面に沿って均一接触 |
| 大物・粗加工 | スケール除去 | 不定形 | 低コストで大量処理 |
| 複雑形状全般 | 総合的な仕上げ | 三角+円錐の混合 | 到達性と均一性を両立 |
バレル研磨5方式の特徴と選び方も合わせてご参照ください。方式ごとに相性の良いメディア形状が異なります。
メディア対ワーク比の目安
メディアとワークの投入量バランスは、加工品質と効率に大きく影響します。一般的に容積比(メディア:ワーク)は3:1〜6:1の範囲が基本です。
容積比の基本原則
ワークが小さい場合は、メディアの比率を高めに設定します。容積比5:1〜6:1が目安です。小さなワークはメディアの流れに埋もれやすく、比率が低いとワーク同士の衝突による打痕が発生しやすくなります。
一方、ワークが大きく重い場合は、比率を下げて3:1〜4:1程度にします。過剰なメディアは槽内の流動を妨げるだけでなく、重量物との衝突でメディアの割れ・欠けが加速する原因にもなります。
メディアサイズの選定基準
メディアのサイズ選定で最も重要なのは、ワークの穴径との関係です。穴径より小さいメディアを使用すると、穴内に詰まって取り出せなくなるリスクがあります。目安として、メディアの最小寸法はワークの最小穴径の1.2倍以上を確保してください。
また、ワークの角部やエッジに細かいメディアが当たることでR付け効果が高まります。粗いバリ取りには大きなメディア、微細なR付けには小さなメディアが有利です。
加工方式によっても最適な比率は異なります。バレル研磨のメリット・デメリットのコラムでは、方式ごとの注意点を解説しています。
メディアの消耗管理と交換時期

メディアは使用するほど摩耗し、角が丸くなることで研削力が低下します。安定した加工品質を維持するには、定期的な消耗チェックと補充が不可欠です。
材質別の消耗速度
セラミックメディアの消耗速度は月あたり5〜10%が一般的です。硬度が高いため比較的長持ちしますが、角が丸くなると研削力が著しく低下します。プラスチックメディアは月あたり10〜15%と消耗が早く、こまめな補充が必要です。
金属メディアは消耗が極めて少なく、適切な管理のもとでは年単位で使用可能です。天然素材メディアは吸湿やコンパウンドの劣化により、1〜3か月での全量交換が推奨されます。
交換・補充のタイミング
仕上がり品質の低下(面粗さの悪化、バリ残り)が見られたら、まずメディアの消耗を疑ってください。定量的には、メディアの重量が初期投入量の70〜80%を下回ったら補充のサインです。新品メディアを既存メディアに混ぜて補充する方法が一般的で、全量交換は半年〜1年に1回程度です。
消耗したメディアは産業廃棄物として適切に処理する必要があります。セラミックメディアは「がれき類」、プラスチックメディアは「廃プラスチック類」に分類されます。
メディア選定の実務フロー
ここまでの知識をもとに、メディア選定の手順を5つのステップに整理します。
Step 1:加工目的を明確にする
最初に決めるべきは「何のために研磨するか」です。バリ取り・エッジR付け・面粗さ改善・光沢仕上げ・鏡面仕上げなど、目的によって必要な研削力と仕上がりレベルが異なります。粗いバリ取りと鏡面仕上げでは、選ぶべきメディアがまったく違います。
Step 2:ワーク素材を確認する
ワークの硬度がメディアの材質選定を決定づけます。鉄鋼・ステンレスなど硬質金属にはセラミックメディア、アルミ・銅・真鍮など軟質金属にはプラスチックメディアが基本です。素材に対して硬すぎるメディアを使うと、打痕やスクラッチの原因になります。
Step 3:ワーク形状を確認する
穴・凹部・スリットの有無を確認します。複雑な形状には円錐や円柱メディア、単純な平面にはコストパフォーマンスの高い三角メディアが適しています。穴径の最小値も必ず確認し、メディアの詰まりを防止します。
Step 4:材質→形状→サイズの順で絞り込む
Step 1〜3の情報をもとに、まず材質を決め、次に形状、最後にサイズを選定します。この順序が重要です。サイズから先に決めてしまうと、研削力や到達性の条件を満たせないケースが生じます。
Step 5:テスト加工で仕上がりを確認する
机上の選定だけでは最適条件にたどり着けないケースもあります。実際のワークでテスト加工を行い、面粗さ・外観・寸法変化を測定して最終判断します。テスト時は処理時間や回転数も記録しておくと、量産移行がスムーズです。
研磨事例一覧では、さまざまなワーク×メディアの組み合わせによる加工結果をご覧いただけます。また、設備情報ページでは当社が保有するバレル研磨機の仕様を公開しています。
よくあるご質問
メディアはどこで購入できますか?
メディアは研磨材メーカーや工業用資材の専門商社から購入できます。代表的なメーカーとしては、TIPTON(チップトン)、新東工業、村上技研産業などがあります。ただし、最適なメディアの種類・サイズの選定には専門知識が必要です。バレル研磨の受託加工をご依頼いただく場合は、メディアの選定・調達も含めて対応いたします。
メディアの使い回しは可能ですか?
はい、メディアは繰り返し使用できます。セラミックメディアであれば数か月〜1年以上使用可能です。ただし使用するほど角が丸くなり研削力は低下するため、定期的な補充が必要です。異なる素材のワークに使い回す場合は、異種金属の付着によるコンタミネーション(汚染)に注意してください。
セラミックとプラスチックで迷ったらどちらを選ぶべきですか?
判断基準はワーク素材の硬度です。鉄鋼・ステンレスなど硬質金属であればセラミックメディア、アルミ・銅・真鍮など軟質金属であればプラスチックメディアが基本の選択肢です。硬質金属にプラスチックを使うと加工時間が極端に長くなり、軟質金属にセラミックを使うと打痕リスクが高まります。迷った場合はテスト加工で比較することをお勧めします。
メディアが部品の穴に詰まることはありますか?
穴径に対してメディアサイズが小さすぎると、穴に入り込んで取り出せなくなるケースがあります。対策として、メディアの最小寸法をワークの最小穴径の1.2倍以上に設定してください。やむを得ず小さいメディアを使う場合は、ワークの穴をマスキング(テープや治具で塞ぐ)して対処します。
メディアの消耗を抑えるコツはありますか?
3つのポイントがあります。第一に、コンパウンド(研磨補助剤)の適切な使用です。潤滑効果によりメディア同士の衝突ダメージを軽減できます。第二に、メディア対ワーク比を適正に保つことです。ワーク量に対してメディアが少なすぎると、過剰な負荷がかかり消耗が早まります。第三に、処理時間の最適化です。必要以上に長時間加工すると、仕上がりは変わらずメディアだけが消耗します。
まとめ
本コラムの要点を整理します。
- メディアは材質(セラミック・プラスチック・天然素材・金属)×形状(三角・円錐・円柱・球・不定形)の組み合わせで選定する
- 選定の順序は「加工目的→ワーク素材→ワーク形状→材質→形状→サイズ」が鉄則
- 最適条件の確定にはテスト加工が不可欠。消耗管理と定期補充で品質を安定させる
メディア選定は、バレル研磨の品質とコストを決定づける最も重要な工程です。当社の強みのページでご紹介しているとおり、早川研磨工業では50年以上の実績に基づき、ワークに最適な加工条件をご提案しています。
業界・用途別の加工実績もぜひご参考ください。自動車部品・医療機器・電子部品など、幅広い分野でメディア選定のノウハウを蓄積しています。








