「バフ研磨とバレル研磨、どちらに依頼すればよいのか?」
研磨の外注を検討している担当者の方から、こうした相談をいただくことがあります。どちらも金属部品などの表面を磨く手法ですが、作業形態や向いているケースは大きく異なります。名前は似ていても、特性はかなり違うのです。
この記事では、バフ研磨とバレル研磨の基本的な特徴を整理したうえで、「どのような部品・目的にどちらが向いているか」を比較します。研磨に詳しくない方でも判断しやすいよう、できるだけわかりやすく解説します。
バフ研磨とバレル研磨、何が違うのか?
研磨方法を選ぶ際にまず知っておきたいのが、それぞれの「作業の仕組み」の違いです。名前は似ていますが、加工のアプローチはまったく異なります。
バフ研磨とは――特徴と作業形態
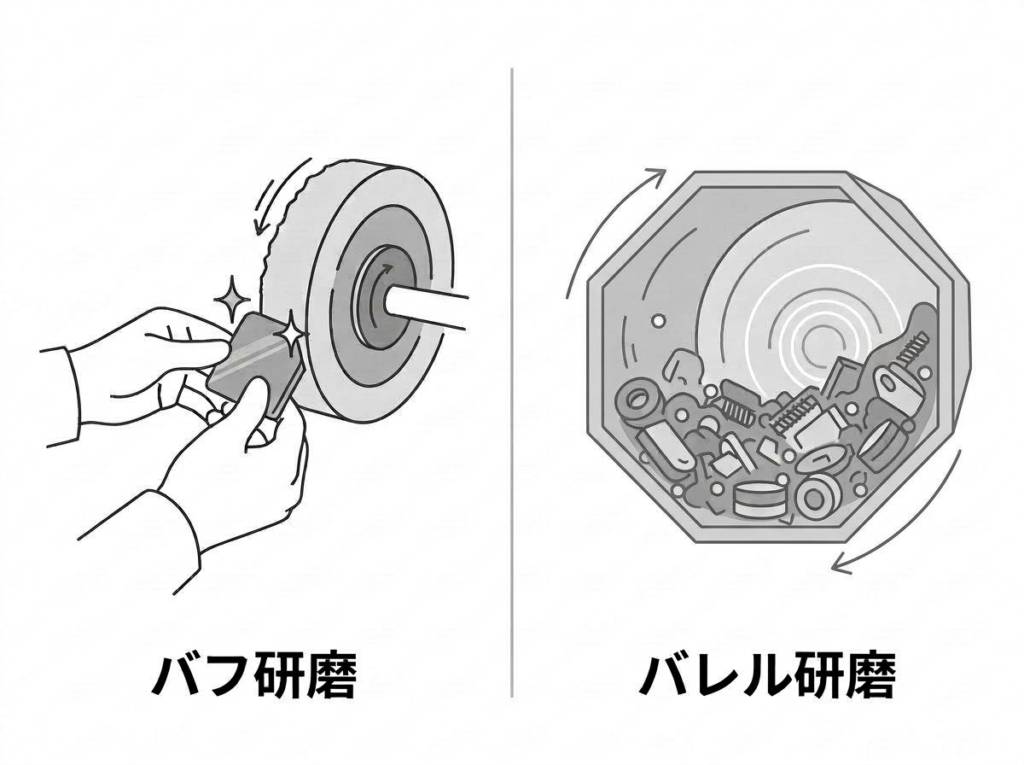
バフ研磨は、研磨材が付いた布製や不織布製の「バフ」と呼ばれる工具を使い、部品の表面を直接磨く方法です。旋盤やグラインダーに取り付けたバフで部品に圧を加えながら磨くほか、手作業で行う場合もあります。
特徴的なのは、「一個ずつを手作業で磨く」という作業形態です。部品の形状や仕上げ目標に合わせて、工具の当て方や研磨圧を変えることができるため、複雑な形状や大型の部品にも対応しやすいという側面があります。
一方で、仕上げの品質が作業者の技術に依存しやすく、量産品の均一処理には向きにくいという点も理解しておく必要があります。
※ バフ研磨の具体的な対応範囲・適用条件は、加工先の設備や専門領域によって異なります。
バレル研磨とは――特徴と作業形態
バレル研磨は、バレル(タンク)の中に部品・研磨メディア・コンパウンドなどをまとめて入れ、回転・振動・遠心力などの力を加えることで、部品の表面を仕上げる方法です。
最大の特徴は、「多数の部品を一括して処理できる」点です。部品同士やメディアが接触しながら研磨が進むため、バリ取り・R付け・面粗さの改善・光沢仕上げなど、複数の目的に対して均一な仕上げを実現しやすい方法です。
量産品の効率的な処理に向いており、精密部品から機能部品まで幅広い用途で活用されています。加工条件の再現性が高く、品質管理との相性もよい方法です。
2つの研磨方法を比較する
それぞれの特徴を整理したところで、2つの方法を比較してみましょう。以下の表は、主な比較軸をまとめたものです。
■ バフ研磨・バレル研磨 比較表
| 比較項目 | バフ研磨 | バレル研磨 |
|---|---|---|
| 作業形態 | 手作業または機械による個別研磨 | メディアと部品をまとめて処理 |
| 処理方式 | 一点一点を研磨工具で磨く | 多数の部品を一括処理 |
| 向いているロット | 少量・個別品 | 中量〜量産 |
| 形状の自由度 | 複雑形状・大型品にも対応しやすい | 小〜中型の量産部品に向く |
| 仕上げの均一性 | 作業者の技量に依存しやすい | 均一な仕上げがしやすい |
| 主な用途例 | 鏡面仕上げ・外観品・個別部品 | バリ取り・R付け・量産部品の面粗さ改善・光沢 |
| 加工後の変形リスク | 形状により要注意 | 条件設定により管理可能 |
※ 上記は一般的な傾向の整理です。実際の適否は部品形状・材質・要求品質・ロット数などにより異なります。
作業形態・処理方式の違い
バフ研磨は「工具を部品に当てて磨く」という直接的なアプローチです。一方、バレル研磨は「部品とメディアを容器内で動かすことで表面に作用させる」間接的なアプローチです。この作業形態の違いが、向いている用途や部品の違いに直結します。
向いているロット・部品の違い
バフ研磨は、1点ものや少量品の個別仕上げに向いています。特定箇所だけを選択的に磨きたい場合や、外観品として精度の高い仕上げが求められるケースにも対応しやすいです。
バレル研磨は、中量〜量産品の一括処理に向いています。同じ仕上げ品質を安定して繰り返す必要がある場合や、多数の部品を効率よく処理したい場合に適しています。
仕上げの均一性と再現性
バフ研磨では、仕上げの均一性や再現性は作業者の熟練度に依存しやすい面があります。技術が高い作業者であれば高品質な仕上げが可能ですが、量産品全体で同じ品質を安定させることは難しい場合もあります。
バレル研磨は、加工条件(メディアの種類・投入量・回転数・時間など)を管理することで、均一で再現性の高い仕上げが実現しやすい方法です。ロット間のばらつきを抑えたい量産品に向いています。
用途・目的別にどちらを選ぶか
2つの方法の特性を理解したうえで、実際の用途・目的に合わせた選び方を整理します。
■ 用途・目的別の選び方の目安
| このような場合 | 向いている研磨方法 |
|---|---|
| 試作品・1点物の外観仕上げ | バフ研磨 |
| 量産部品の均一バリ取り | バレル研磨 |
| エッジへのR付け(量産) | バレル研磨 |
| 大型部品・複雑形状の鏡面 | バフ研磨 |
| めっき前処理(量産品) | バレル研磨 |
| 摺動性改善(面粗さ均一化) | バレル研磨 |
| 特定箇所だけを選択的に研磨 | バフ研磨 |
※ 上記はあくまで一般的な目安です。実際には部品形状・材質・要求仕様などにより判断が変わります。
バリ取り・R付けにはどちらが向くか
加工後に発生したバリの除去や、エッジへのR付けは、研磨外注の代表的な目的のひとつです。
量産部品のバリ取り・R付けには、バレル研磨が向いているケースが多いです。多数の部品を一括して処理できるため、均一なエッジ処理が効率よく行えます。部品の形状・サイズ・材質によって適切な加工条件は変わりますが、小〜中型の量産部品であればバレル研磨が強みを発揮しやすい工法です。
一方、特定の一点だけに丁寧なバリ取りが必要な場合や、バレル研磨での一括処理が難しい形状の場合は、バフ研磨や他の方法が適していることもあります。
光沢仕上げ・鏡面仕上げにはどちらが向くか
光沢感のある仕上げや鏡面仕上げを目的とする場合、どちらの手法も活用されることがあります。
バフ研磨は、鏡面に近い高光沢仕上げを実現しやすい方法とされています。特に外観品・装飾品のように「見栄えの品質」が重視される部品では、バフ研磨が採用されるケースがあります。
バレル研磨でも、メディアや加工条件を調整することで光沢仕上げは可能です。量産品に対して均一な光沢を付与したい場合には、バレル研磨が効率的な選択肢になります。仕上げに求める光沢レベルや対象部品の形状・ロット数によって、適した方法は変わります。
量産部品の均一処理ならバレル研磨
同じ仕様の部品を大量に、安定した品質で処理したい場合――この条件においてはバレル研磨が強みを発揮します。
加工条件を一度設定してしまえば、ロットをまたいで同じ品質を再現しやすく、品質管理との親和性も高いです。バリ取りや面粗さ改善、めっき前処理のための表面調整など、量産部品に求められる複数の仕上げ目的に対して、バレル研磨はまとめて対応できる工法です。
バレル研磨が得意とする加工テーマ
ここでは、バレル研磨が特に強みを発揮しやすい加工テーマを整理します。
小〜中型の量産部品に向く理由
バレル研磨は、小〜中型の部品を大量に処理するのに適した構造を持っています。バレル内に投入した部品がメディアと接触しながら均一に処理されるため、部品一つひとつを個別に磨く必要がなく、効率的な処理が可能です。
また、条件管理ができれば品質の再現性が高いため、量産ロットをまたいで安定した仕上げを維持しやすいという利点もあります。
バリ取り・R付け・面粗さ改善・めっき前処理
バレル研磨が得意とする加工目的には、以下のようなものがあります。
- バリ取り:加工後のエッジに残ったバリを均一に除去する
- R付け:エッジに丸みをつけ、引っかかりやケガのリスクを低減する
- 面粗さ改善:表面の凹凸を整え、摺動性や機能性を高める
- めっき前処理:バリや表面の凹凸を除去し、めっきに適した均一な表面状態を整える
- スケール・焦げ除去:加工中に発生した変色や付着物の除去
- 光沢仕上げ:量産品への均一な光沢付与
これらの目的に対して、バレル研磨は一括処理の効率性と加工条件の再現性を活かした対応が可能です。ただし、部品の形状・材質・要求品質によって適切なメディアや条件は異なるため、詳細は個別にご相談ください。
まとめ――研磨方法は「用途と目的」で選ぶ
バフ研磨とバレル研磨は、どちらも金属部品などの表面を仕上げる研磨方法ですが、作業形態・向いているロット・仕上げの均一性など、特性は大きく異なります。
- バフ研磨:個別・少量品の丁寧な仕上げ、特定箇所への選択的な研磨に向く
- バレル研磨:量産部品の均一処理、バリ取り・R付け・面粗さ改善・めっき前処理に強い
「どちらが優れているか」ではなく、「自社部品の用途・目的・ロット数に合っているか」で選ぶことが重要です。
【ご注意】早川研磨工業では、バフ研磨は取り扱っておりません。本記事はバフ研磨とバレル研磨の特性を比較・整理した情報提供を目的としたコラムです。バレル研磨に関するご相談・加工可否の確認は、お気軽にお問い合わせください。