1. バレル研磨とは?基本をおさらい
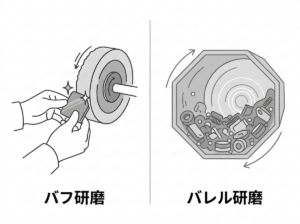
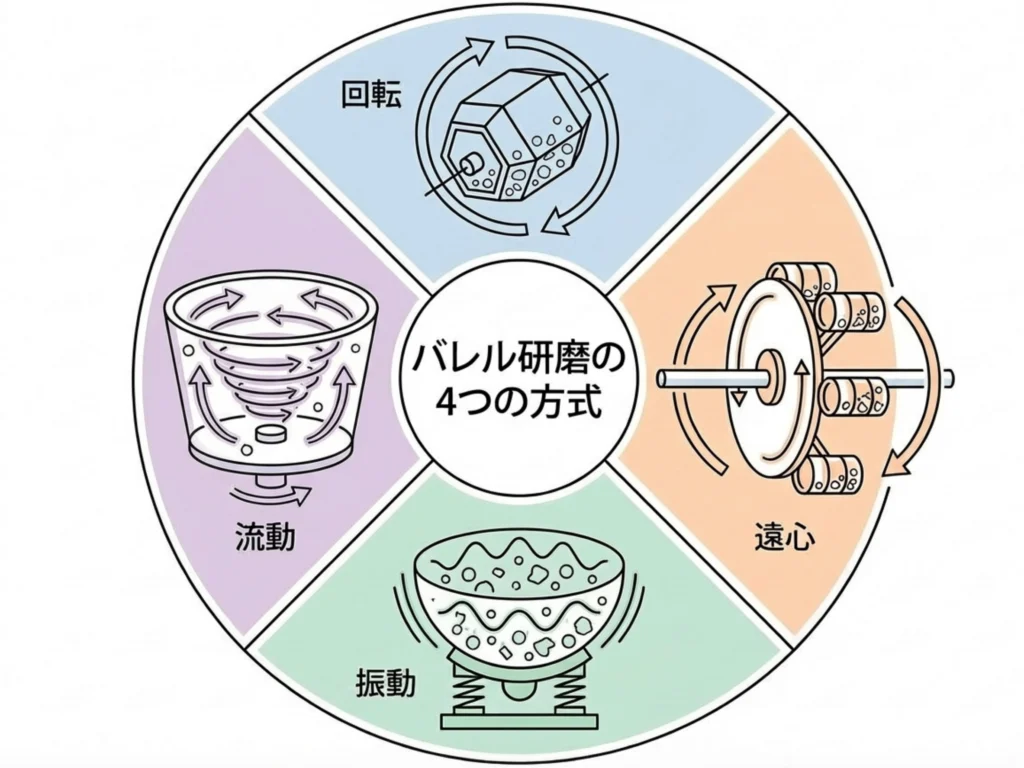
バレル研磨とは、バレル(樽)状の容器にワーク(加工対象物)、メディア(研磨石)、コンパウンド(研磨助剤)、および水を投入し、容器に回転や振動などの運動を与えることで、ワークとメディアを相対的に摺動・衝突させて表面を仕上げる加工方法です。バレル研磨の種類は大きく4つの方式に分けられ、それぞれの方式を比較して理解することが、最適な加工結果を得る第一歩となります。
この加工法は、手作業による研磨と異なり、機械的な運動によって複数のワークを同時に処理できるため、仕上がり品質のばらつきが少なく、作業者の技量に左右されにくいという特長があります。バリ取り、スケール除去、R付け(角部の丸め加工)、光沢仕上げ、鏡面仕上げなど、目的に応じて幅広い表面処理に対応できます。
一方で、バレル研磨の方式によって研磨力・処理速度・ワークへの負荷が大きく異なります。方式の選定を誤ると、加工時間の超過や仕上がり不良、ワークの変形・打痕といった問題が生じかねません。つまり、バレル研磨の方式選びは、仕上がり品質と生産性の両方を左右する重要な判断となるのです。
2. 4つの方式の概要と仕組み
バレル研磨には代表的な4つの方式があります。ここでは、各方式の動作原理と加工メカニズムを順に解説します。
① 回転バレル(Rotary Barrel)
回転バレルは、バレル研磨の中で最も基本的かつ広く使われている方式です。六角形や八角形の密閉型バレル槽にワークとメディアを投入し、槽全体を水平方向にゆっくりと回転させます。回転速度は毎分数十回転程度で、非常に穏やかな動きが特徴です。
加工メカニズムは「すべり層での研磨」と呼ばれ、ワークとメディアがなだれるように転がりながら、その境界面(すべり層)で互いに擦れ合うことで、表面を穏やかに研磨します。衝撃よりも摩擦が主体の加工であるため、ワーク表面へのダメージが比較的小さいのが特徴です。
② 遠心バレル(Centrifugal Barrel)
遠心バレルは、複数(一般的に4つ)の小型研磨槽を観覧車のようなターンテーブルに取り付け、公転と自転を組み合わせた高速回転を行う方式です。この運動により、槽内には7〜10Gもの強い遠心力が発生します。
加工メカニズムは「遠心力による高圧摺動研磨」です。高圧でメディアがワーク表面に押し付けられながら高速に摺動するため、回転バレルの30〜40倍もの加工能力を発揮します。短時間で重切削(大きなバリの除去)から精密仕上げまで幅広く対応できる、高性能な方式です。
③ 振動バレル(Vibratory Barrel)
振動バレルは、振動モーターを用いて容器全体に小振幅・高周波の振動を与え、メディアとワークに均一な流動運動を生み出す方式です。容器形状にはボックスタイプ(箱型)とサークルタイプ(円環型)があり、用途に応じて選択されます。
加工メカニズムは「マス全体の流動による研磨」です。メディア全体が渦を巻くように動き、ワークの表面全体に均一な摩擦力が作用します。遠心運動ではないため、ワーク同士の激しい衝突が起こりにくく、変形や打痕のリスクが比較的低い点が特徴です。また、上部が開放された構造のため、研磨中にワークの仕上がり状態を確認できるという実用上の利点もあります。
④ 流動バレル(Centrifugal Disc Finishing)
流動バレルは、たらい型のタンク底部に回転盤(ディスク)を設け、回転盤を高速回転させることで槽内のメディアとワークに渦状の流動を発生させる方式です。洗濯機のような渦の動きをイメージするとわかりやすいでしょう。
加工メカニズムは「渦流研磨」です。回転盤によって生まれる強い流動の中で、ワークとメディアが激しく擦れ合います。加工能力は回転バレルの10〜15倍程度とされ、遠心バレルほどではないものの、大量のワークを一度に強力に研磨できる点が大きな特徴です。開放型のため自動化との相性も良く、選別機構を組み込みやすい設計となっています。
3. 各方式のメリット・デメリット一覧
回転バレルのメリット・デメリット
メリット
- 装置価格が安価で、導入コストを抑えられる
- 構造が単純で故障が少なく、メンテナンスが容易
- 金属・樹脂・ガラスなど幅広い素材に対応可能
- 静粛性が高く、長時間の連続運転に適する
- 操作が簡単で、研磨石と添加剤の組み合わせにより多様な仕上げが可能
デメリット
- 加工能力が低く、処理時間が長い(数時間〜数日を要する場合もある)
- 大きなバリの除去には不向き
- 回転運動によるワーク同士の接触で変形・打痕が生じるリスクがある
- 後工程(選別・洗浄)への自動化対応がやや難しい
遠心バレルのメリット・デメリット
メリット
- 加工能力が非常に高く(回転バレルの30〜40倍)、処理時間が短い
- 重切削から鏡面仕上げまで幅広い加工に対応
- 少量多品種の加工に適し、複数タンクで異なる条件の同時処理も可能
- R付けや光沢仕上げなど、用途の幅が広い
デメリット
- 設備コストが高い
- 激しい流動によりワークの変形・打痕が生じやすい
- 熱が発生しやすく、熱に弱い素材には注意が必要
- タンクが小型のため、大型ワークの加工には適さない
- セット作業が煩雑になりやすい
振動バレルのメリット・デメリット
メリット
- 回転バレルよりも加工能力が高い(条件により1.5〜5倍。学術文献では3〜5倍とされることが多い)
- 大型・長尺のワークにも対応可能
- 遠心力を使わないため、変形や打痕が発生しにくい
- 容積効率が高く、大量生産(量産加工)に適する
- 開放型で加工中の状態確認が容易、選別機構の内蔵も可能
デメリット
- 振動・騒音が大きく、防振・防音対策が必要
- 構造が複雑で、装置価格やメンテナンス費用が高い
- 細長い部品や薄肉部品は振動による変形リスクがある
流動バレルのメリット・デメリット
メリット
- 加工能力が高い(回転バレルの10〜15倍)
- 小型部品を数千個単位で大量処理できる
- 仕上がりが均一になりやすい
- 開放型構造で加工中の確認が容易、自動化との相性が良い
デメリット
- 遠心バレルほどの研磨力はない
- 繊細な回転条件の調整が難しい場合がある
- 回転盤との隙間に微小部品が挟まるリスクがある
- 大型ワークの加工には適さない
4方式比較一覧表
| 比較項目 | 回転バレル | 遠心バレル | 振動バレル | 流動バレル |
|---|---|---|---|---|
| 研磨力(強弱) | 弱(基準:1) | 非常に強(30〜40倍) | やや強(条件により1.5〜5倍※) | 強(10〜15倍) |
| 処理速度 | 遅い(数時間〜) | 非常に速い(目安:10〜30分) | 中程度 | やや速い |
| ワークへのダメージリスク | 低〜中(衝突打痕あり) | 高(変形・打痕に注意) | 低(衝突が穏やか) | 中 |
| 複雑形状への対応 | 中 | 中〜高 | 中〜高 | 中 |
| 大量生産向きか | △(処理時間がネック) | △(タンク容量が小さい) | ◎(容積効率が高い) | ◎(数千個単位で処理可能) |
| 初期コスト目安 | 低い | 高い | やや高い | 中程度 |
| 主な対象素材 | 金属・樹脂・ガラス全般 | 金属全般(小型精密品) | 金属全般(中〜大型) | 金属全般(小型量産品) |
※研磨力の倍率は回転バレルを基準とした加工能力比の目安です。振動バレルの倍率はワークの素材・形状・加工条件により1.5〜5倍程度の幅があり、学術文献では3〜5倍とされています。遠心バレルの処理速度(10〜30分)は目安であり、バリ取りか鏡面仕上げかなど加工内容によって大きく変わります。
4. 各方式の主な用途・適用事例
回転バレル — 汎用的なバリ取り・光沢仕上げに
回転バレルは、ステンレス(SUS304)、真鍮、銅、鉄、アルミなどの金属部品はもちろん、アクリルなどの樹脂素材にも対応できます。レーザー加工後のバリ・焼け除去、プレス品のバリ取り、ワッシャー等の量産部品の面粗度改善、光沢出し・梨地加工など、幅広い用途で活用されています。数mm〜30cm程度のワークサイズに対応でき、中小規模の生産現場で最も多く導入されている方式です。
こんな場合におすすめ:初めてバレル研磨を導入する場合、多品種少量の試作的な研磨、コストを抑えて幅広い素材を加工したい場合
遠心バレル — 短時間で高品位な仕上げが必要なときに
遠心バレルは、精密部品や微細部品の加工を得意とします。焼結部品のスケール除去・バリ取り、切削加工品のR付け、小型精密部品の鏡面仕上げなどに用いられます。短時間で高い表面品質が求められる場面、たとえば自動車部品や電子部品など、短納期・高品質を両立させたい用途に適しています。
こんな場合におすすめ:小型ワークを短時間で高精度に仕上げたい場合、鏡面仕上げやR付けなど高い表面品質を求める場合
振動バレル — 中〜大型部品の量産加工に
振動バレルは、プレス部品、鋳物、切削加工品など、中型から大型のワークの量産加工に多く用いられます。エッジ取り、R付け、面粗度の均一化といった用途に適しており、容積効率の高さから、自動車部品や産業機械部品の量産ラインに組み込まれるケースが多い方式です。熱の発生が少ないため、熱に弱い素材の研磨にも対応できます。
こんな場合におすすめ:中〜大型ワークを大量に処理したい場合、打痕を抑えつつ量産効率を確保したい場合、ライン自動化を見据えた工程設計
流動バレル — 小型部品の大量一括処理に
流動バレルは、小型部品を数千個単位で一括処理できる量産性の高さが魅力です。遠心バレルほどの研磨力はないものの、回転バレルの10〜15倍の加工能力を持ち、均一な仕上がりが得られます。小型の金属部品やファスナー類、電子部品のバリ取り・面取り加工などに適しています。
こんな場合におすすめ:小型部品を大量に処理したい場合、均一な仕上がり品質を安定して得たい場合
5. 方式を選ぶ際のポイント・チェックリスト
バレル研磨の方式選びで迷った際は、以下の5つの観点で整理すると判断がスムーズです。表面処理の比較検討や、外注先への依頼時の要件整理にもお役立てください。
① ワークの素材・硬度・形状・サイズ
ワークの材質(鉄・ステンレス・アルミ・銅・樹脂など)と硬度に応じて、適切な方式は変わります。大型ワークには振動バレル、小型精密品には遠心バレル、小型量産品には流動バレルが適しています。薄肉や脆性(ぜいせい)材料など割れ・変形のリスクがあるワークには、加工力の穏やかな回転バレルまたは振動バレルが安全です。
② 求める仕上げの品質・目的
目的がバリ取りなのか、光沢仕上げなのか、鏡面仕上げなのか、R付けなのかによって選択肢は絞られます。鏡面仕上げや精密なR付けには遠心バレル、均一なバリ取り・面粗度改善には振動バレルや流動バレルが向いています。
③ 生産数量・タクトタイム
少量多品種であれば遠心バレルや回転バレル、大量生産であれば振動バレルや流動バレルが適します。タクトタイム(加工サイクル時間)に制約がある場合、処理速度の速い遠心バレルや流動バレルを検討しましょう。
④ ワーク同士の衝突リスクへの配慮
精密部品、薄肉部品、意匠面のある外装部品など、打痕や傷が許容できないワークの場合は、衝突の穏やかな振動バレルが有力な選択肢です。あるいは、治具にワークを固定してメディア中で回転させるドラッグフィニッシュ方式(流動バレルとは異なるメカニズムの別方式)を検討する方法もあります。
⑤ 設備導入か外注加工か
自社に設備を導入する場合は、初期コストやメンテナンス体制、設置スペース、騒音対策まで考慮が必要です。加工ロットが限られている場合や、まずは試作で最適条件を探りたい場合は、専門業者への外注が合理的な選択肢となります。
6. まとめ
バレル研磨には、回転・遠心・振動・流動という4つの代表的な方式があり、それぞれ加工能力・処理速度・ワークへの負荷・得意とするワークサイズが異なります。最適な方式は、ワークの素材・形状・求める仕上がり品質・生産数量を総合的に検討することで見えてきます。方式の選び方ひとつで、品質とコストの両面に大きな差が生まれるため、加工条件に合った方式選定が重要です。
「どの方式が自社の製品に合うかわからない」「現在の研磨工程に課題がある」とお感じの方は、まずは加工内容をお聞かせください。早川研磨工業では、ワークの現物や図面をもとに最適な研磨方式をご提案いたします。バレル研磨のことなら、どうぞお気軽にご相談ください。