バレル研磨のメリット・デメリット|他工法との違いも解説
「バレル研磨を導入したいが、メリットとデメリットを正しく把握してから判断したい」——製造現場ではこうした声を多くいただきます。バレル研磨は量産部品の表面仕上げに優れた加工法ですが、万能ではありません。
本記事では、バレル研磨の5つのメリットと4つのデメリットを具体的な数値とともに解説します。さらに、手作業研磨・ショットブラスト・電解研磨との比較表も掲載し、工法選定の判断材料を提供します。
創業40年以上にわたりバレル研磨を専門としてきた早川研磨工業の技術知見に基づき、現場目線でわかりやすくまとめました。初めてバレル研磨を検討される方にも、すでに導入済みで最適化を図りたい方にも参考になる内容です。
バレル研磨に関するご質問・ご相談はお問い合わせフォームからお気軽にどうぞ。
バレル研磨とは
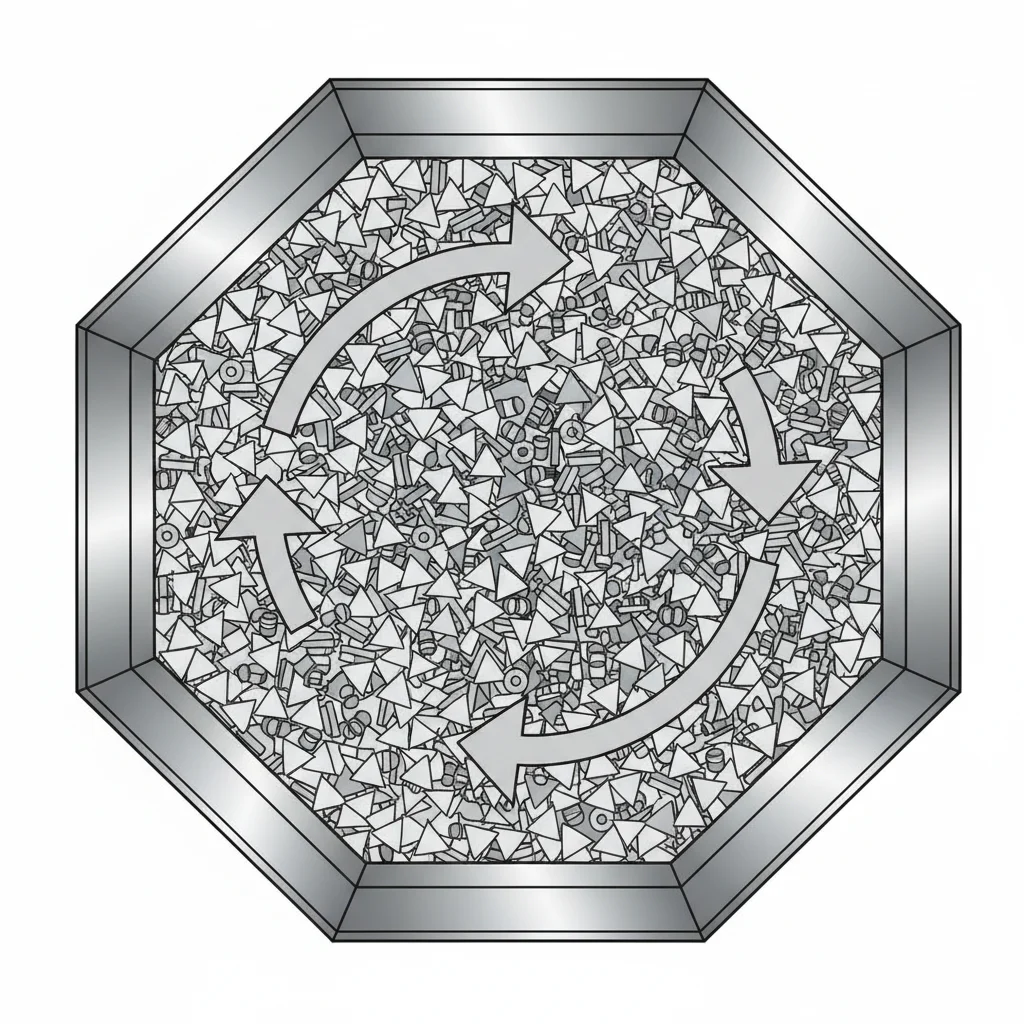
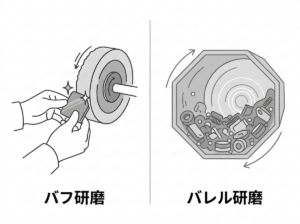
バレル研磨とは、容器(バレル槽)にワーク(加工対象の部品)とメディア(研磨石・研磨材)を一緒に入れ、回転・振動・遠心力などで動かすことにより表面を仕上げる加工技術です。バリ取り、面粗さ改善、光沢仕上げ、R付け(角の丸め処理)など幅広い用途に対応できます。
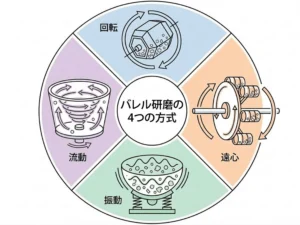
方式は大きく回転・遠心・振動・流動の4種類に分かれ、ワークの素材・形状・仕上げ目標に応じて使い分けます。バレル研磨の基本原理や歴史については「バレル研磨とは」のページで詳しく解説しています。4方式それぞれの特長は「バレル研磨の種類」をご覧ください。
バレル研磨の5つのメリット

1. 量産部品を一括処理できる
バレル研磨の最大のメリットは、数百〜数千個の部品を同時に処理できる点です。手作業では1個ずつバリを取る必要がありますが、バレル研磨ならワークをまとめて投入するだけで一括処理が完了します。
処理能力は手作業の10〜50倍に達するケースもあり、量産部品のバリ取り・研磨工程では圧倒的なスループットを確保できます。特にプレス部品やダイカスト品のように同一形状が大量に発生する現場で効果を発揮します。
2. 均一な仕上がりが得られる
手作業研磨では、作業者のスキルや体調によって仕上がりにばらつきが出ます。ベテランと新人では面粗度に2〜3倍の差が生じることも珍しくありません。
一方、バレル研磨はメディア・コンパウンド(研磨助剤)・処理時間・回転速度の条件を固定すれば、毎回同等の仕上がりが得られます。再現性の高さは品質管理の観点からも大きな利点です。ISO品質基準を求められる製造現場で重宝されています。
3. 人件費・加工コストを削減できる
バレル研磨の導入により、手作業バリ取りと比較して30〜70%のコスト削減を実現した事例が多数あります。削減の内訳は主に人件費です。
手作業では熟練工の確保が年々難しくなっており、人材不足がコスト上昇の要因になっています。バレル研磨はオペレーター1名で複数台の装置を管理できるため、人件費を大幅に抑えられます。コスト削減の実績は課題解決事例でも多数紹介しています。
4. 幅広い素材・形状に対応できる
バレル研磨は、鉄・ステンレス(SUS)・アルミ・銅・真鍮・チタン・焼結金属など金属素材全般に対応します。さらに樹脂やセラミックスの処理も可能です。
5つの方式を組み合わせることで、微細な精密部品から中型の鋳造品まで幅広い形状に対応できます。各方式の得意分野については「バレル研磨4方式の特徴と選び方」で詳しく比較しています。素材や業界別の対応実績は業界・用途別ページでご確認いただけます。
5. 工程の自動化・省人化が容易
バレル研磨は「投入→研磨→排出→洗浄」の工程を自動化しやすい加工法です。コンベアやロボットとの連携により、24時間の無人運転も技術的に可能です。
タイマー制御による処理時間管理、自動選別装置によるメディアとワークの分離など、省人化につながる仕組みが確立されています。人手不足が深刻化する製造業において、自動化の容易さは導入判断の大きなポイントとなります。当社の設備構成は設備情報ページでご覧いただけます。
バレル研磨の4つのデメリット
1. 方式によっては処理時間が長い
回転バレル(ロータリーバレル)は穏やかな研磨力が特長ですが、処理に数時間〜十数時間かかることがあります。短納期の案件では工程のボトルネックになるリスクがあります。
ただし、遠心バレルを使えば10〜30分で同等以上の仕上がりが得られるケースも多くあります。方式の選択次第で処理時間は大幅に短縮可能です。用途に応じた方式選定はバレル研磨の種類を参考にしてください。
2. 複雑な内部形状の研磨は苦手
バレル研磨はメディアがワーク表面を滑ることで研磨する仕組みのため、深い穴(L/D比が大きい穴)や狭いスリット内部にはメディアが到達しにくいという制約があります。
この弱点に対しては、磁気バレルが有効な場合があります。微細なステンレスピンが穴や溝の奥まで入り込み、従来のメディアでは届かない部分も研磨できます。完全な内面研磨が必要な場合は、電解研磨など他工法との組み合わせも選択肢に入ります。
3. 打痕・変形のリスクがある
バレル研磨ではワーク同士やワークとメディアが衝突するため、打痕(だこん)や薄肉部品の変形が発生するリスクがあります。特に軟質金属(アルミ・銅など)や意匠面を持つ部品では注意が必要です。
対策としては、メディアの材質・形状の最適化、研磨液の調整、そして流動バレル(ドラッグフィニッシュ)の採用が有効です。流動バレルは治具にワークを固定して処理するため、部品同士の衝突がゼロになります。打痕リスクへの対策事例は研磨事例一覧でご確認いただけます。
4. 寸法変化の管理が必要
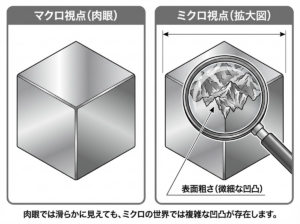
バレル研磨は物理的に表面を削る加工であるため、微量ながら寸法変化が発生します。精密部品では寸法公差を外れるリスクがあり、事前の条件設計が欠かせません。
実際の除去量は数μm〜数十μmの範囲に収まることがほとんどです。処理時間・メディアの粒度・研磨方式を適切に設計すれば、μm単位での寸法コントロールが可能です。試作段階での条件出しが品質安定のカギとなります。
他の研磨・バリ取り方法との比較
バレル研磨を検討する際、他の研磨・バリ取り方法との違いを理解しておくことが重要です。以下の表で主要な4工法を比較します。
| 比較項目 | バレル研磨 | 手作業研磨 | ショットブラスト | 電解研磨 |
|---|---|---|---|---|
| 加工コスト | 低〜中(量産ほど有利) | 高(人件費依存) | 低〜中 | 中〜高(液管理コスト) |
| 仕上がり品質 | 均一・再現性高い | 高品質だがばらつきあり | マット仕上げ中心 | 光沢・平滑性に優れる |
| 量産性 | ◎(数百〜数千個同時) | △(1個ずつ処理) | ○(バッチ処理可) | ○(治具掛けが必要) |
| 対応形状 | ○(小〜中物全般) | ◎(局所・複雑形状に強い) | ○(外面中心) | ○(導電性が必要) |
| 自動化 | ◎(連続運転・無人化可能) | ×(完全手動) | ○(自動化可能) | △(液管理に人手) |
| 処理時間 | 10分〜数時間(方式による) | 数分〜数十分/個 | 数分〜数十分 | 数分〜30分 |
| 得意分野 | 量産バリ取り・R付け・光沢仕上げ | 局所研磨・試作品仕上げ | スケール除去・梨地仕上げ | SUS光沢・内面研磨 |
バレル研磨は量産性とコストパフォーマンスに最も優れた工法です。一方、局所的な仕上げや内面の鏡面化が必要な場合は、手作業研磨や電解研磨との併用が効果的です。当社では複数工法の組み合わせ提案も行っています。詳しくは当社の強みページをご覧ください。
バレル研磨が向いている部品・向いていない部品
バレル研磨が向いている部品
- 小〜中物の量産品:プレス部品、ダイカスト品、焼結部品、切削加工品など
- バリ取り・R付け目的:エッジのバリ除去やR0.1〜R0.5程度の面取りが必要な部品
- 光沢仕上げ・面粗度改善:外観品質を均一に整えたい部品
- 素材を問わない処理:鉄、SUS、アルミ、銅、真鍮、チタン、セラミックスなど
- コスト重視の量産工程:月産数千〜数万個規模で加工コストを下げたい場合
バレル研磨が向いていない部品
- 超大物・重量物:バレル槽に収まらないサイズ、重量で設備に負荷がかかる部品
- ピンポイントの局所研磨:特定の1箇所だけを仕上げたい場合は手作業の方が効率的
- 内部のみの仕上げ:L/D比が大きい深穴やパイプ内面のみの研磨
- 寸法公差が極めて厳しい部品:±1μm以下の精度が求められるケース
- 極薄・極軟の部品:変形リスクが高く、流動バレルでも対応困難な場合
向き・不向きの判断が難しい場合は、テスト加工(トライアル)で事前に確認することをおすすめします。当社では無料のテスト加工を承っており、実際のワークで仕上がりを確認いただけます。
よくあるご質問
Q1. バレル研磨でどのくらいコスト削減できますか?
ワークの種類や処理内容によりますが、手作業バリ取りからの切り替えで30〜70%のコスト削減を実現した事例が多数あります。月産数千個以上の量産品ほどスケールメリットが大きくなります。具体的な削減見込みは、ワーク情報をいただければ試算が可能です。
Q2. バレル研磨で対応できない素材はありますか?
金属全般(鉄・SUS・アルミ・銅・チタン・焼結金属など)に加え、樹脂やセラミックスにも対応可能です。極端に脆い素材や、水・研磨液との接触が不可な素材は制約がありますが、乾式バレル研磨で対応できる場合もあります。まずは素材情報をお知らせください。
Q3. 試作1個からでも対応可能ですか?
はい、1個からのテスト加工に対応しています。量産前のトライアルとして、仕上がり・処理条件の確認を目的としたテスト加工を無料でお受けしています。テスト結果をもとに最適な条件をご提案いたします。ご依頼から納品までの流れもあわせてご確認ください。
Q4. 処理時間はどのくらいですか?
方式により大きく異なります。遠心バレルなら10〜30分、振動バレルで30分〜2時間、回転バレルで2〜8時間が目安です。処理目的(バリ取り・光沢仕上げ・鏡面研磨など)によっても変わりますので、詳しくは5方式比較コラムをご参照ください。
Q5. 寸法精度に影響はありますか?
バレル研磨は物理的に表面を削る加工のため、数μm〜数十μm程度の寸法変化が生じます。ただし、メディアの粒度・処理時間・方式を適切に設計することで、除去量をμm単位でコントロール可能です。精密部品の場合は、テスト加工で事前に寸法変化を確認することを推奨しています。
まとめ
バレル研磨のメリットとデメリットについて、ポイントを整理します。
- メリット:量産一括処理・均一仕上がり・コスト削減・幅広い素材対応・自動化の容易さ
- デメリット:方式による処理時間差・内部形状の制約・打痕リスク・寸法変化——いずれも方式選定と条件設計で対策可能
- 工法選定のカギ:部品の素材・形状・数量・仕上げ目標に応じて、最適な方式を見極めることが成功のポイント
バレル研磨はデメリットを正しく理解し、適切な対策を講じれば、製造コストと品質の両方を改善できる有力な加工法です。
早川研磨工業では、40年以上の実績に基づく技術力で、素材・形状・仕上げ目標に最適な研磨条件をご提案いたします。無料テスト加工も承っておりますので、まずはお気軽にご相談ください。