バレル研磨と表面粗さ測定の完全ガイド|品質管理の基礎知識
はじめに
バレル研磨における表面粗さ測定は、製品品質を保証する重要な工程です。本記事では、表面粗さの基礎から測定方法、早川研磨工業の品質管理体制まで詳しく解説します。
表面粗さとは?基礎知識を解説
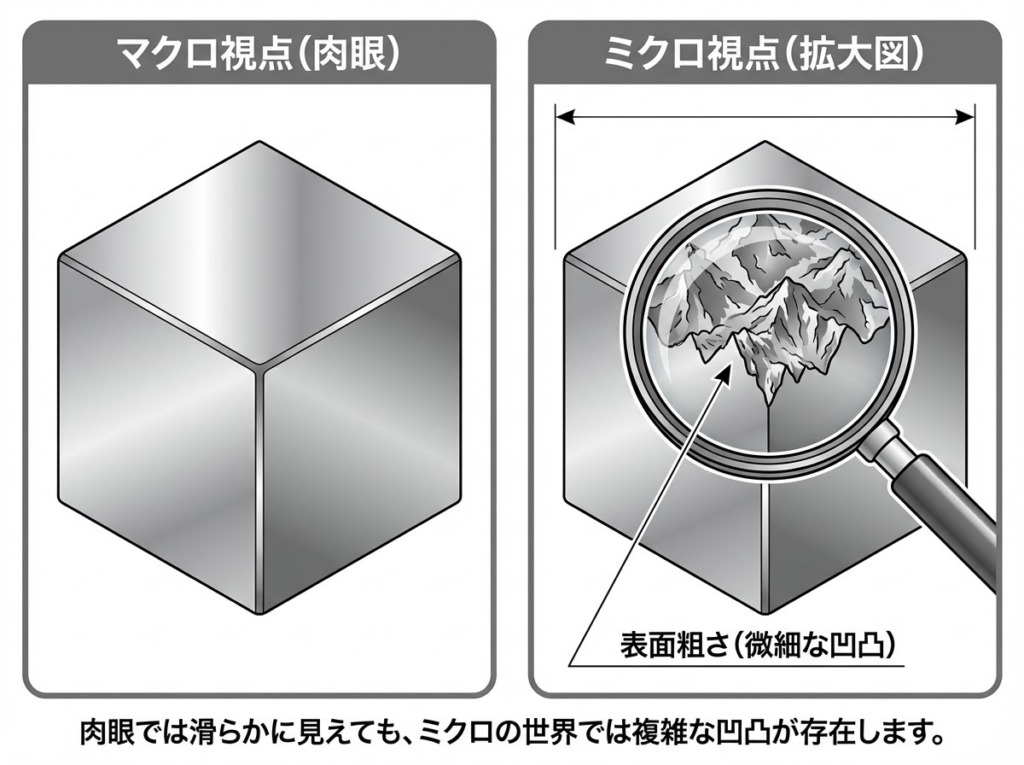
金属の表面は、ぱっと見ツルツルに見えても、実は小さな山や谷がたくさんあります。
この「細かいデコボコの大きさ」を数値で表したものが表面粗さです。
表面粗さが重要な理由
表面がなめらかだと、光沢が出たり、部品どうしがスムーズに動いたり、塗装や接着がしっかりしたりと、いろいろな効果があります。
だから、研磨の世界では「どれくらいツルツルか」をきちんと測ることがとても大切なのです。
バレル研磨とは?処理方法の特徴
バレル研磨(バレル処理)は、たくさんの小さな石(メディア)と部品を一緒に入れた容器を回したり振動させたりして磨く方法です。
たとえるなら、「洗濯機の中でたくさんの部品を一気に洗うような感じ」です。
メディアと部品がぶつかり合うことで、表面の角が取れたり、全体が均一にきれいになります。
バレル研磨のメリット
- 一度にたくさんの部品を処理できる
- 手で磨くよりも均一に仕上がる
- 小さなバリ(トゲのような突起)も取れる
ただし、メディアの当たり方で表面に細かな模様や光沢のムラができることもあります。
それが「バレル研磨特有の味」でもあり、測定でも気をつけるポイントになります。
表面粗さ測定の目的
バレル研磨後に表面粗さを測るのは、以下の目的があります:
- 仕上がりが想定通りか確認する
- 研磨条件(メディア、時間、薬液など)を調整する
- お客様に品質を数字で説明する
早川研磨工業では、長年の経験とデータを組み合わせて、いつでも安定した仕上がりを出せるよう管理しています。
表面粗さの測定方法
測定前の準備
部品をきれいに洗い、油や粉が残らないようにします。
測定する場所も決めて、同じ位置・条件で測るのがコツです。
主な測定方法
接触式測定
先のとがった針(触針)を表面になぞらせて凹凸を読み取る。精度が高く、最も一般的。
非接触式測定
光を使って表面の形を測る。触れないので傷をつけずに測定できる。
測定方向の重要性
バレル研磨の表面は「どの方向にも同じような凹凸」があるため、いろいろな方向から測って平均を取ると、より正確な結果になります。
表面粗さの主な評価指標(JIS規格)
現在の規格(JIS B 0601:2013)では、主に次の3つの数値で表面を評価します。
| 名前 | 意味 | イメージ |
|---|---|---|
| Ra | 表面のデコボコを平均した値 | 全体のなめらかさ |
| Rq | デコボコの強弱を強調した平均 | 光沢や見た目のツヤに関係 |
| Rz | いちばん高い山と深い谷の差 | 極端な凹凸の有無を見る |
早川研磨工業では、この3つを中心にデータをとり、表面の「数値」と「見た目」の両方から判断します。
非接触測定の活用|光学測定技術
早川研磨工業では、光を使って表面の形を立体的に観察する非接触測定も行っています。
このデータは、JISの「Sa(面粗さ)」とは少し違い、表面の傾向やツヤの出方を比べるための参考情報として活用しています。
活用例
- 同じRaでも「ピカッ」と光る面と「しっとりした」面の違いを見分ける
- メディアや時間の違いでできる表面の模様を比較する
いわば「見た目を科学するためのツール」です。
バレル研磨特有の表面特性と測定への影響
| 現象 | 原因 | 測定・見た目への影響 |
|---|---|---|
| 小さな打痕(ピーニング痕) | メディアの衝突 | 数値がやや高く出ることがある |
| 角がやわらかくなる | メディアの流れ | 測定位置で値が変わる |
| 光沢のムラ | メディアの摩耗や液の状態 | ツヤが不均一になることがある |
そのため、一か所だけではなく複数点で測定し、平均で判断するのがポイントです。
「数字」と「見た目」を両方見て、真の品質を評価します。
早川研磨工業の品質管理体制
測定の標準化
測定方法を社内で標準化
データ管理
測定データを記録・管理して品質を追跡
多角的評価
光学測定と目視評価を組み合わせて仕上がりを確認
こうした体制により、「感覚的な美しさ」を再現できる数値品質としてお客様に提供しています。
まとめ|データと感覚で実現する理想のなめらかさ
表面粗さの測定は、「ツルツルかどうか」を決めるだけでなく、製品の性能や見た目の良さを支える大切な技術です。
早川研磨工業は、長年のバレル研磨のノウハウを活かし、データと感覚の両面から「理想のなめらかさ」を追求しています。
“見た目の美しさ”を、科学的に説明できる研磨へ。
それが早川研磨工業のこだわりです。