お客様の業種
自動車向け部品メーカー(自動車メーカー1次サプライヤー)
抱えていた課題
型バリによる組付け不良
鉄系焼結部品(外装装置用クラッチ)には、成形時に発生する型バリが残存していました。この型バリが原因で、相手部品との組付けができないという問題が発生していました。
クラッチ山部の摺動性低下による初動への影響
クラッチ部品の山部(かみ合い部分)にバリやスケールが残っていると、摺動性が低下します。摺動性が悪いとクラッチの初動に影響が出るため、山部の表面状態を改善する必要がありました。
内径部の型バリによる寸法不良
内径部に残った型バリが内径側に倒れ込むことで、内径寸法がマイナスとなる不良が発生していました。内径精度を確保するために、内径部の型バリを確実に除去する必要がありました。
熱処理スケールの除去
焼結後の熱処理工程で生成される酸化スケール(酸化被膜)が部品表面に付着しており、後工程や製品品質に影響を与えるため、スケールの除去が求められていました。
早川研磨工業の解決アプローチ
ステップ1:ワーク形状・課題の分析
お客様からお預かりしたφ21mm×t3.7mmの焼結クラッチ部品を分析。型バリの発生箇所(外周部・内径部・クラッチ山部)やスケールの付着状態を確認し、それぞれの課題に対して最適な加工条件を検討しました。
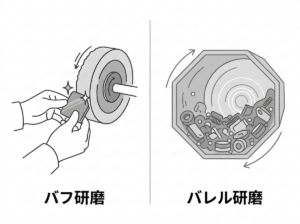
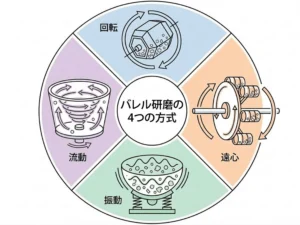
ステップ2:200ℓ回転バレル機による加工
5,000個/バッチの処理数量に対応するため、200ℓ回転バレル機を選定。回転バレル研磨は、バレル槽の回転によりワークとメディアが混合・流動し、型バリの除去と熱処理スケールの除去を同時に行うことができます。焼結部品特有の気孔(多孔質構造)を考慮したメディア選定と加工条件の設定を行いました。
ステップ3:品質確認と条件の最適化
加工後の部品をマイクロスコープで検査し、型バリの除去状態、内径寸法、クラッチ山部の表面状態を確認。組付け性・摺動性・寸法精度のいずれも満たす加工条件を追求し、試作加工を繰り返すことで最適な条件を確立しました。
導入後の成果
- 型バリ除去による組付け不良の解消 成形時に発生していた型バリをバレル研磨で除去したことで、相手部品との組付けが正常に行えるようになりました。
- クラッチ山部の摺動性向上 クラッチ山部のバリ・スケールが除去され、摺動性が向上。これにより、クラッチの初動に影響が出る問題を解消しました。
- 内径部の寸法不良の解消 内径部の型バリを除去したことで、バリの倒れ込みによる内径マイナスの不良が解消されました。内径寸法の安定化が実現しています。
- バリ除去とスケール除去の1工程同時処理 回転バレル研磨により、型バリ除去と熱処理スケール除去を1工程で同時に処理。工程の効率化にも寄与しています。
技術的なポイント
焼結部品に適したバレル研磨条件の設定
焼結部品は多孔質構造を持つため、メディアの破片や研磨粉が気孔に詰まるリスクがあります。早川研磨工業では、焼結素材の特性を踏まえた加工条件を設定し、品質を維持しながらバリ除去・スケール除去を実現しています。
内径部バリへの対応技術
内径部の型バリは、内径側に倒れ込むことで寸法不良を引き起こす厄介な課題です。回転バレル研磨のメディア流動を活用し、内径部のバリも確実に除去する加工条件を確立しました。
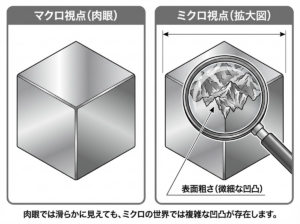
マイクロスコープによる品質検査
早川研磨工業では、総合倍率8,000倍のマイクロスコープを用いてバリの除去状態や表面状態を検査しています。目視では確認しにくい微細なバリやスケールの残存も見逃さず、安定した品質を確保しています。
5,000個/バッチの量産対応
200ℓ回転バレル機を使用することで、1バッチあたり5,000個の量産処理に対応しています。大量のワークを安定した品質で一括処理できる体制を整えています。
加工情報サマリー
| 素材 | 鉄系焼結 |
|---|---|
| 製品サイズ | φ21mm × t3.7mm |
| 加工条件 |
200ℓ回転バレル機(メディア・薬剤は焼結材専用選定) |
| 使用設備 | 200ℓ回転バレル機 |
| 補足 |
処理数量 5,000個/バッチ |